
解析CNC在精密零件加工中扮演的關鍵角色,涵蓋加工方式、應用產業、材料適配性、精度控制,以及半導體零件、航太、醫療等高端領域的實際應用。
次閱讀
在現代製造業的舞台上,CNC加工早已不只是一種生產技術,而是整個精密製造供應鏈的骨幹。從一片薄如蟬翼的精密零件,到承受高溫高壓的航太結構體,CNC精密加工幾乎無所不在。這篇文章將帶你一步步拆解CNC究竟是什麼、它的工作原理如何讓精密製造成為可能,以及它在各個產業鏈中真正扮演了哪些不可取代的角色。
什麼是CNC加工?從概念到現實
CNC加工,全名為「電腦數值控制加工」(Computer Numerical Control),指的是透過電腦程式精確控制切削工具的運動軌跡,對金屬、塑膠、複合材料等各種工件進行精密切除或成型的製造技術。簡單說,就是用電腦替代人手來「告訴」機器該怎麼切、切多深、從哪個角度切。
傳統的手動加工依賴操作員的技術與經驗,重複精度有限;但CNC精密加工能夠將同一套程式碼一遍又一遍地精確執行,公差控制到微米(μm)甚至奈米(nm)等級,這正是它在高端製造業中大行其道的根本原因。現代CNC機台已發展出三軸、四軸、五軸乃至複合加工中心等多種形態,讓複雜曲面、深孔、微細結構的精密零件加工成為日常而非例外。
從一支醫療植入物的鈦合金骨釘,到一個航太渦輪葉片,再到你手機裡小得幾乎看不見的連接器金屬外殼,背後都有CNC加工的身影。它的出現,讓製造業從「差不多就好」的時代,正式跨入了「絲毫不差」的新紀元。
CNC精密加工的核心優勢
許多人以為CNC加工的最大賣點是「快」,但事實上它真正無可取代的價值,遠比速度深得多。以下幾點,是CNC精密加工在現代製造中站穩核心地位的關鍵所在:
一、極致的重複精度
一台高精度CNC機台每次執行相同程式,所產出零件的尺寸偏差可控制在 ±0.001mm 以內。這種一致性是任何手工或傳統機械加工都難以企及的。對於需要大量批次生產的精密零件來說,這意味著第一個零件和第一萬個零件之間的差異幾乎可以忽略不計。
二、複雜幾何形狀的實現能力
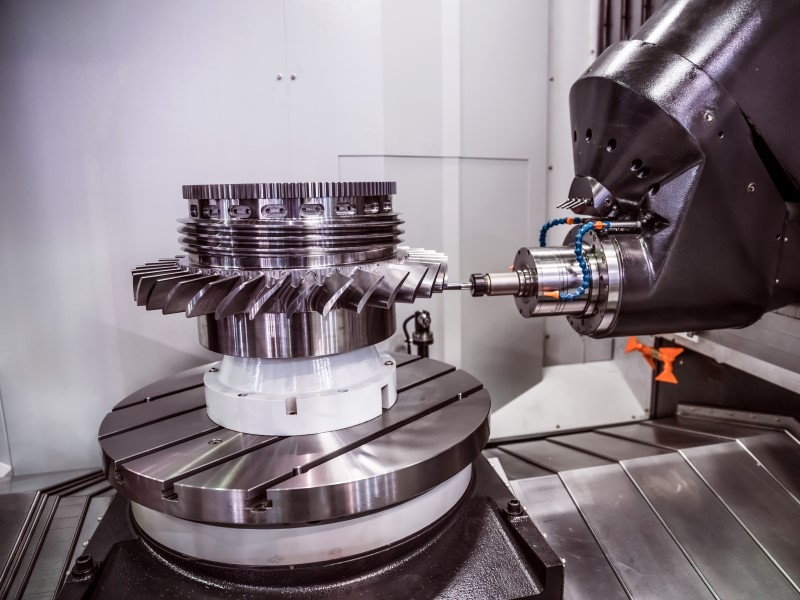
五軸CNC精密加工能夠在單一裝夾狀態下,從五個不同方向同時對工件進行切削,讓傳統上需要多道工序、多台機器才能完成的複雜曲面,一氣呵成。這不只省了時間,更大幅減少了每次重新夾持所帶來的定位誤差。
三、高度的生產靈活性
只要更換加工程式(G-Code),同一台CNC機台就能生產形狀截然不同的精密零件。這對小批量多樣化的訂製加工而言是極大的優勢——不需要更換夾具、不需要重新培訓操作員,換一支程式就是換一條產品線。
四、長時間無人值守生產
現代CNC加工中心搭配自動換刀系統(ATC)與自動化料倉,可以在夜間或假日持續運作而無需人員監守。這種「燈熄工廠」(Lights-Out Factory)模式大幅提升了設備利用率,降低了單位精密零件加工的製造成本。
五、數位化整合能力
當代CNC機台已能與 CAD/CAM 軟體、ERP 系統、工業物聯網(IIoT)平台無縫對接,實現從設計到生產的全程數位化追蹤。每一個精密零件的加工參數都有完整紀錄,可追溯、可分析,這正是智慧製造的核心基礎。
主要CNC加工方式完整比較
CNC加工並非單一技術,而是一個涵蓋多種工法的大家族。不同的加工方式適合不同的材料、形狀與精度需求。以下表格整理了最常見的幾種CNC精密加工方式,讓你一眼看清它們的差異:
| 加工方式 | 工作原理 | 適用形狀 | 典型精度 | 常見應用 |
|---|---|---|---|---|
| CNC銑削 | 旋轉銑刀沿多軸方向去除材料 | 平面、曲面、型腔、溝槽 | ±0.005~±0.01mm | 模具、機殼、航太結構件 |
| CNC車削 | 工件旋轉,車刀進給切削 | 圓柱體、錐面、螺紋 | ±0.002~±0.005mm | 軸類零件、螺桿、醫療植入物 |
| CNC磨削 | 砂輪高速旋轉研磨工件表面 | 平面、外圓、內孔 | ±0.001mm以下 | 齒輪、軸承、刀具刃磨 |
| 放電加工(EDM) | 電火花侵蝕材料,無切削力 | 深孔、複雜型腔、硬材料 | ±0.002~±0.005mm | 模具型腔、微細孔加工 |
| CNC鑽孔/搪孔 | 鑽頭旋轉進給,搪刀精修孔徑 | 圓孔、精密孔 | H7級公差以內 | 引擎缸體、液壓閥體 |
| 五軸複合加工 | 車銑複合,單機完成多道工序 | 複雜曲面、異形零件 | ±0.003mm | 葉輪、醫療骨科器材、光學元件 |
值得注意的是,在實際精密零件加工專案中,往往需要將多種工法結合使用。例如先以CNC銑削完成外形,再透過CNC磨削達到最終的表面精度,最後再以放電加工完成深孔細節——這種複合加工策略,才是真正實現頂尖CNC精密加工水準的關鍵。
跨產業應用:哪些領域離不開CNC?
如果說有哪個製造技術真的做到了「無所不在」,CNC加工絕對是其中之一。以下逐一介紹幾個對精密零件加工依賴最深的產業:
航太與國防產業
航太領域對精密零件的要求可謂苛刻到極致。一個渦輪葉片的葉型偏差超過幾十微米,就可能在高速旋轉下引發嚴重的氣動不平衡。這類零件通常使用鈦合金、鎳基超合金或鋁合金製造,都是難切削材料,必須仰賴高剛性CNC機台搭配特殊刀具,才能在保持尺寸精度的同時控制殘餘應力。五軸CNC精密加工在航太零件製造中幾乎是標準配備。
半導體與電子產業
這是一個特別值得單獨討論的領域。半導體零件的製造過程涉及大量需要極高精度的設備零組件,包括晶圓載具(wafer chuck)、真空腔體、靜電吸盤(ESC)等。這些精密零件往往需要在超潔淨條件下完成CNC加工,表面粗糙度要求達到 Ra 0.1μm 以下,而且必須使用不污染晶圓的特殊材料,如氧化鋁陶瓷、6061-T6鋁合金或不鏽鋼。台灣作為全球半導體供應鏈的核心,本地CNC精密加工廠商在這塊市場扮演著不可或缺的角色。
醫療器材產業
醫療植入物(如人工關節、骨板、骨釘)和手術器械對材料生物相容性與幾何精度的雙重要求,讓CNC精密加工成為唯一合格的生產方式。鈦合金骨科植入物的螺紋牙型偏差必須控制在 ±0.01mm 以內,表面還需要特殊後處理以促進骨整合(osseointegration)。這一切都建立在穩定可靠的CNC加工基礎上。
汽車與電動車產業
從傳統燃油車的引擎缸蓋、曲軸,到電動車的電機外殼、電池模組結構件,汽車產業對精密零件的需求量驚人。隨著電動車滲透率快速攀升,電池包和電驅系統的薄壁鋁合金結構件需求大增,這類零件形狀複雜、壁厚薄、材料軟,對CNC機台的剛性和振動控制能力提出了相當高的挑戰。
模具與精密機械產業
模具本身就是精密零件加工的集大成者。一套注塑模具的型腔曲面必須滿足微米級的精度要求,且表面必須光滑如鏡(Ra 0.2μm 以下),才能讓塑件順利脫模並達到美觀要求。在這個領域,CNC磨削和高速CNC銑削幾乎是標準製程。
材料與CNC加工的適配性
不同材料在面對CNC加工時,有著截然不同的行為模式。切削力、導熱性、硬度、塑性變形傾向——這些特性直接決定了加工參數的選擇,也決定了精密零件最終能達到的精度上限。下表整理了主要材料類型與其CNC精密加工特性:
| 材料類型 | 代表材料 | 加工難度 | 主要挑戰 | 建議加工策略 | 典型應用產業 |
|---|---|---|---|---|---|
| 鋁合金 | 6061-T6、7075-T6 | 低~中 | 積刀瘤、薄壁變形 | 高速切削、銳利刀具、充足冷卻 | 航太、電子、汽車 |
| 不鏽鋼 | 304、316L、17-4PH | 中~高 | 加工硬化、導熱差 | 低切速、高進給、塗層刀具 | 醫療、食品、化工 |
| 鈦合金 | Ti-6Al-4V、TC4 | 高 | 彈性回彈、刀具磨耗快 | 低轉速大進給、充足切削液 | 航太、醫療植入物 |
| 鎳基超合金 | Inconel 718、Hastelloy | 極高 | 高溫強度高、極難切削 | 陶瓷刀具、小切深大進給 | 航太渦輪、石油化工 |
| 工具鋼/模具鋼 | SKD11、P20、H13 | 中高 | 硬度高、切削熱大 | 硬式切削、鎢鋼刀具 | 模具、沖壓工具 |
| 工程塑膠 | PEEK、Delrin、尼龍 | 低 | 熱變形、毛邊多 | 銳利刀具、乾切或微量潤滑 | 醫療、電子絕緣件 |
| 陶瓷材料 | 氧化鋁、碳化矽 | 極高 | 脆性高、易崩裂 | 鑽石刀具、超低切深、磨削為主 | 半導體設備、光學元件 |
從這張表不難看出,越是高性能的材料,對CNC精密加工能力的要求就越嚴苛。這也是為何具備難切削材料加工經驗的廠商,往往能在航太、半導體設備等高附加價值訂單中取得競爭優勢——因為門檻擺在那裡,不是每家CNC加工廠都過得了。
精度控制與品質保障機制
「精密」這兩個字說起來容易,做起來卻牽涉到整個工廠的系統性能力。一個高水準的CNC精密加工廠,在品質管控上通常建立了層層把關的機制。
機台精度的維護
CNC機台本身的幾何精度是一切的基礎。正規廠商會定期進行雷射干涉儀(Laser Interferometer)校正、球桿儀(Ballbar)測試,確保主軸跳動、各軸直線度和垂直度都維持在規格內。一台長期未校正的CNC機台,就算程式寫得再好,加工出來的精密零件也難以保持應有的精度。
量測設備與製程中檢測
三次元量測儀(CMM,Coordinate Measuring Machine)是精密零件加工廠的標配量測設備,能夠以微米級精度掃描零件的三維幾何形狀,並與CAD設計值直接比對。先進廠商更導入了「製程中量測」(In-Process Measurement)技術——在CNC加工過程中,機台內建探針定期量測工件關鍵尺寸,一旦發現偏差立即自動修正補償,真正做到零件離機即合格。
刀具壽命管理
刀具磨耗是影響CNC精密加工品質最常被低估的因素之一。一把使用過度的銑刀,不只會讓表面粗糙度惡化,更可能讓尺寸系統性地偏移。成熟的CNC加工廠商會建立刀具壽命資料庫,根據材料和切削條件設定每把刀的換刀週期,確保每一批精密零件都在刀具最佳狀態下完成加工。
溫度控制與環境條件
金屬熱膨脹係數的存在,意味著CNC精密加工廠的車間溫度必須受到嚴格管控。高精度加工車間通常維持在 20°C ±1°C 的恆溫環境,並保持適當的濕度,以消除因溫度波動造成的尺寸漂移。對於公差要求在 ±0.003mm 以下的精密零件,這個環節甚至比刀具選擇還要關鍵。
CNC加工技術的現在與未來
站在2025年的節點回望,CNC精密加工技術本身正在經歷一場靜悄悄的革命。幾個趨勢值得特別關注:
AI與機器學習的導入
部分前沿廠商已開始使用機器學習模型分析CNC加工過程中的振動、電流、聲音等即時感測數據,預測刀具即將失效的時間點,並提前安排換刀——這就是所謂的「預知保養」(Predictive Maintenance)。AI也被用於自動優化切削參數,縮短試切時間,提升精密零件加工的首件良率。
混合製造的崛起
將金屬積層製造(3D列印)與CNC精密加工結合的混合製造(Hybrid Manufacturing)系統,正在改寫複雜零件的生產邏輯。先用積層製造快速堆出近凈形(Near-Net-Shape)胚料,再透過CNC加工完成最終的尺寸與表面精度,既節省了大量材料,又不犧牲精度——這對航太和醫療等高材料成本產業來說,具有重大的經濟意義。
數位孿生與虛擬驗證
在正式下刀之前,先在電腦裡完整模擬整個CNC精密加工過程——包括刀具路徑、切削力、工件變形、夾具干涉——這就是數位孿生(Digital Twin)技術的應用。對於高難度、高材料成本的精密零件,這能大幅降低試切廢品率,讓工程師在虛擬世界裡先把問題找出來解決掉。
永續製造的壓力
切削液廢液處理、金屬切屑回收、CNC機台的能源消耗——這些環保議題在歐盟碳邊境調整機制(CBAM)的推動下,正逐漸成為台灣CNC精密加工廠商必須正視的課題。乾式切削、微量潤滑(MQL)技術的普及,以及再生能源驅動的工廠,將是下一波競爭的新賽場。
如何挑選合適的CNC精密加工廠商
面對市場上眾多的CNC加工業者,要找到真正適合自己需求的合作夥伴,往往讓採購人員和工程師感到茫然。以下這張評估表,列出了選商時最值得優先考量的幾個維度:
| 評估維度 | 具體考察重點 | 重要程度 | 參考問題 |
|---|---|---|---|
| 設備能力 | 機台廠牌、軸數、加工行程、主軸轉速 | ★★★★★ | 是否有五軸機台?最小可加工公差為何? |
| 量測設備 | CMM品牌型號、光學量測、表面輪廓儀 | ★★★★★ | 是否有CMM量測報告?第三方檢測資源? |
| 材料加工經驗 | 是否有目標材料的量產案例與SOP | ★★★★☆ | 做過哪些難切削材料的量產案例? |
| 品質認證 | ISO 9001、AS9100、ISO 13485、IATF 16949 | ★★★★☆ | 持有哪些有效認證?最近稽核時間? |
| 交期管理 | 產能規劃、排程系統、突發狀況應對機制 | ★★★★☆ | 樣品件交期?量產件月產能上限? |
| 工程支援能力 | DFM(面向製造的設計)建議、CAD/CAM自製 | ★★★☆☆ | 收到圖面後是否主動提供可製造性建議? |
| 保密與資料安全 | NDA簽署、CAD圖面保管、訪廠管制 | ★★★☆☆ | 如何保護客戶的技術資料與設計機密? |
值得補充的是,「最便宜」從來都不應該是選擇CNC精密加工廠商的第一優先條件。一個報價低但交件不穩、品質波動大的廠商,其實際的總採購成本(包括重工、退貨、停線損失)往往遠超一個報價合理但交期準確、品質穩定的夥伴。特別是在航太、醫療這類對精密零件品質有絕對要求的領域,廉價的選擇有時候代價是昂貴的教訓。
寫在最後
回頭看整篇文章走過的路徑,你會發現CNC精密加工不只是一種車間裡的操作技術,它其實是整個現代工業體系得以維繫的隱形支柱。每當你搭上一架航班、進行一場手術、拿起一台智慧型手機,或者享受今天這個半導體驅動的數位生活,背後都有無數個透過CNC加工精確誕生的精密零件默默撐著整個系統的運作。
對於製造業者來說,理解CNC精密加工的真正價值,不是為了追趕流行,而是為了在每一次設計決策、廠商選擇、製程規劃中,做出真正對產品品質與企業競爭力負責任的判斷。在這個講求速度與創新的時代,精密零件加工的底線從未動搖過——那就是「絲毫不差」四個字。
希望這篇文章能幫助你在面對CNC加工相關決策時,多一點判斷的依據、少一點試錯的代價。如果你正在尋找合適的CNC精密加工合作夥伴,不妨把本文的評估表列印出來,作為下次廠商訪視時的參考清單——有時候,帶著正確的問題出發,比帶著大量資料更有效率。
-
解析6061鋁合金的化學成分、機械性質、熱處理差異(T4 vs T6)、CNC加工技巧、常見應用與選購建議。
Published on 2026-06-29 -
解析切削速度與切削熱的關係,涵蓋刀具材質、切削液選用、進給量調整等實用對策,幫助加工人員有效控制切削熱、延長刀具壽命、提升加工品質。
Published on 2026-06-27 -
比較傳統車刀與現代捨棄式車刀的主要差異,涵蓋結構、成本、換刀效率、加工精度與鎢鋼車刀選購建議,幫助你找到最適合的切削刀具方案。
Published on 2026-06-25 -
鋁會生鏽嗎?其實鋁不會生鏽,但它每天都在悄悄氧化
Published on 2026-06-21 -
不同材料的鐳射加工應用
Published on 2026-06-19 -
刀具管理怎麼做?從盤點、壽命到成本控管的完整方法
Published on 2026-06-17 -
金屬陶瓷銑刀與鎢鋼銑刀切削效率比較|怎麼選才對
Published on 2026-06-16 -
如何選擇車削刀片?材質、刀型與斷屑槽完整選用指南
Published on 2026-06-15 -
為何CBN切削刀具有人稱為鑽石刀具?完整解析立方氮化硼的秘密
Published on 2026-06-11 -
鑽頭採用耐熱塗層的優點|全面解析提升壽命與效能的關鍵技術
Published on 2026-06-10 -
傳統銑床人員如果已經是老師傅了,還需要轉型CNC銑床嗎?
Published on 2026-06-09 -
解析金屬雷射切割目前業界的精度範圍,涵蓋各類雷射切割機比較、影響切割精度的關鍵因素、不同金屬材料的精度差異,以及實務提升建議。
Published on 2026-06-07 -
多沖程螺絲製造業解說:從冷鍛工藝到產業應用的完整指南
Published on 2026-06-04 -
PEEK材質可以進行CNC加工嗎?深入探討PEEK工程塑膠的特性、CNC加工挑戰、刀具選擇、切削參數與應用領域,幫助您全面了解PEEK CNC加工的眉眉角角。
Published on 2026-06-04 -
解析逆銑與順銑的優缺點差異,涵蓋切削方向、刀具壽命、加工精度、適用材料等關鍵面向,幫助CNC操作員做出最佳銑削策略選擇。
Published on 2026-06-03 -
解析板金加工的定義、材料選擇、主要工法、產業應用與廠商挑選眉角,帶你從零開始了解板金加工的全貌,是想入門或採購的你不能錯過的完整指南。
Published on 2026-06-01 -
複雜場景鑽頭使用指南:從選刀到進刀,一次搞懂那些讓人頭痛的加工難題
Published on 2026-05-31 -
金屬製造常見工藝:從原料到成品,你一定要懂的製程全解析
Published on 2026-05-29 -
CNC的進給速度與主軸轉速介紹:搞懂這兩個數字,加工不再靠感覺
Published on 2026-05-27 -
加工件產生銑刀痕的因素:從根源找問題,從細節找解法
Published on 2026-05-25 -
平頭鑽使用時機完整解析:什麼情況下非它不可?
Published on 2026-05-24 -
做機械加工做久了,有時會有職業倦怠,但是當遇到特殊的機構設計,又讓我重拾念書時對機械的熱情
Published on 2026-05-22 -
螺紋加工可以採用哪些工法?深入介紹車削、攻牙、螺紋銑削、滾壓成型、螺紋研磨等主要螺紋加工工法,比較各種方法的適用場合、優缺點與選刀建議,幫助工程師做出最佳決策。
Published on 2026-05-20