
銑床加工是什麼?加工方式、流程與精度全解析|金屬加工指南
次閱讀
銑床加工是一種利用高速旋轉的銑刀切削固定工件,把金屬去除成所需形狀的加工方式。它能做出平面、溝槽、孔洞、台階、曲面等多種特徵,是金屬加工最基礎也最關鍵的工序之一。從傳統手動銑床到 CNC 電腦數值控制加工機,銑床加工的精度與效率不斷提升,但核心原理始終是「刀具旋轉、工件進給,逐層削除材料」。對加工業者來說,理解銑床加工的特性與限制,是報價準確、品質穩定的基礎。
銑床加工是什麼?基本原理
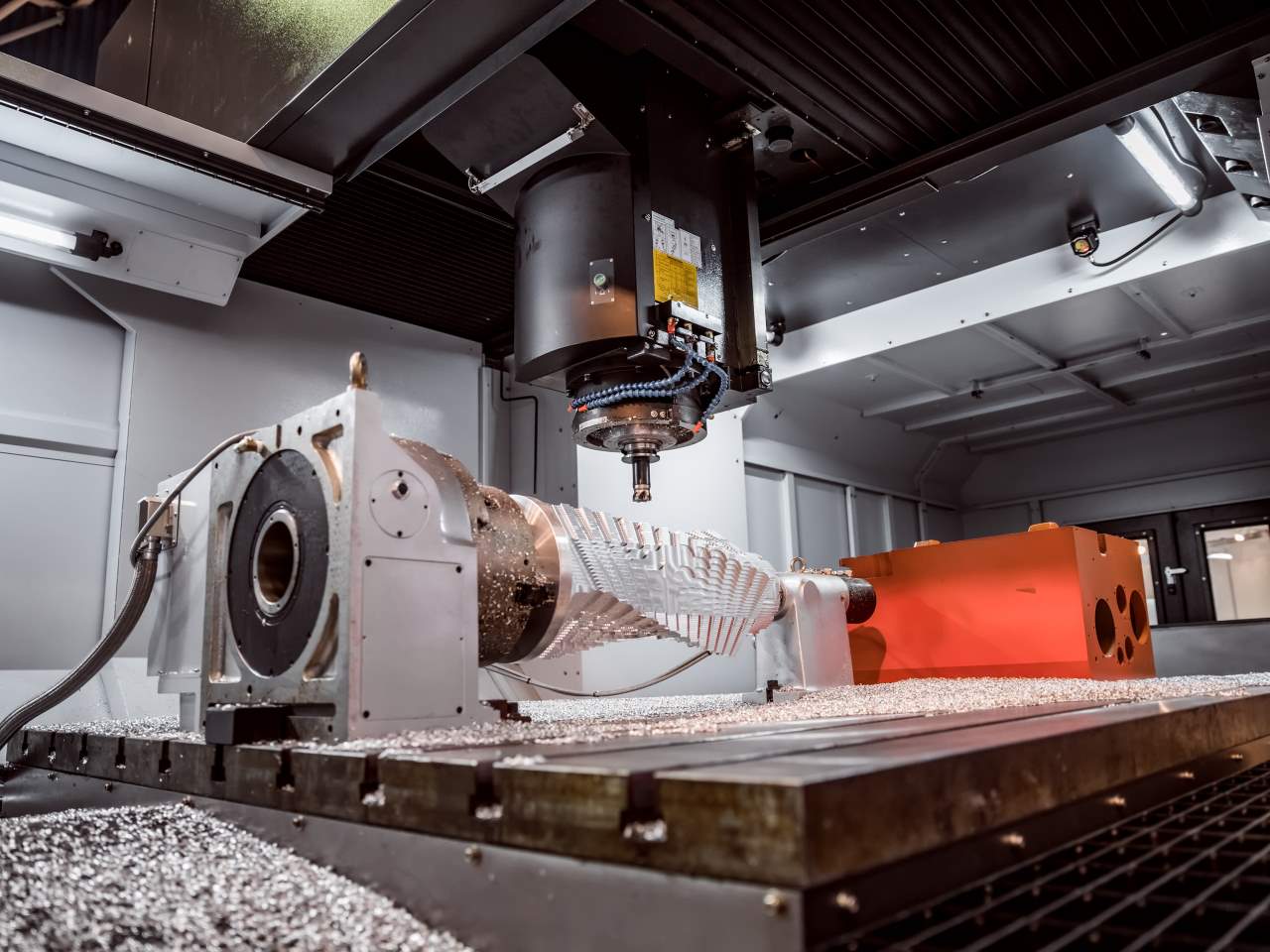
銑床加工的核心,是讓銑刀高速旋轉,同時讓夾持在工作台上的工件依設定方向進給,兩者相對運動之下,刀刃一層一層削除多餘金屬。和車床加工「工件轉、刀具不轉」相反,銑床是「刀具轉、工件移動」,這個差異決定了它特別擅長加工非旋轉對稱的複雜形狀。
一台基本的銑床,工件可以沿 X、Y、Z 三個軸向移動,因此能加工出平面、垂直面、斜面、溝槽,以及各種輪廓。若是多軸 CNC 銑床,還能同時控制四軸、五軸,做出傳統機台難以完成的複雜曲面,例如模具、葉輪這類零件。
想更完整理解機台本身的構造與分類,可以參考銑床是什麼?完整介紹銑床種類、原理與應用指南這篇,對銑床的種類與運作講解得相當清楚。
銑床加工的主要類型
依加工方式與目的不同,銑床加工可分成幾種常見型態:
| 加工類型 | 說明 | 常見應用 |
|---|---|---|
| 面銑(Face Milling) | 用面銑刀加工大面積平面 | 工件表面整平、基準面建立 |
| 端銑(End Milling) | 用端銑刀加工側面、溝槽、輪廓 | 開槽、挖穴、輪廓成型 |
| 側銑(Side Milling) | 用側銑刀從側邊切削 | 台階、深溝加工 |
| 曲面銑削 | 用球頭刀加工 3D 曲面 | 模具、複雜曲面零件 |
| 鑽孔與搪孔 | 在工件上加工孔洞 | 螺絲孔、定位孔、軸承孔 |
另外還有一個常被討論的觀念是「順銑」與「逆銑」。順銑是刀具旋轉方向與進給方向一致,切削面較光滑、刀具壽命較長,是現代 CNC 的主流;逆銑則相反,適合表面有硬皮或氧化層的粗胚。選對切削方向,對表面品質與刀具消耗影響不小。
傳統銑床與 CNC 銑床加工的差異
同樣是銑床加工,傳統手動機台和 CNC 機台的運作邏輯差很多,適合的場景也不同。
| 比較項目 | 傳統銑床 | CNC 銑床 |
|---|---|---|
| 操作方式 | 師傅手動搖進給 | 程式自動控制 |
| 精度一致性 | 依師傅手感,件件略有差異 | 高,適合大量重複 |
| 適合產量 | 單件、試作、修配 | 批量、量產 |
| 複雜形狀能力 | 有限 | 強,可多軸聯動 |
| 人力依賴 | 高度依賴技術 | 依賴程式與設定 |
| 設備成本 | 較低 | 較高 |
實務上,不少加工廠是兩者並存:CNC 負責量產與複雜件,傳統銑床留著做修配、試樣或臨時的小修改。一味追求全自動化不見得划算,關鍵還是看接的單以什麼類型為主。
銑床加工的標準流程
一件工件從圖面到成品,銑床加工大致會走過這幾個階段:
- 讀圖與工藝規劃:看懂工程圖的尺寸、公差、表面要求,決定加工順序與用哪些刀具。
- 備料與裝夾:準備好胚料,用虎鉗、夾具或壓板把工件牢牢固定。裝夾穩不穩,直接影響精度與安全。
- 對刀與設定原點:設定工件座標原點,讓機台知道從哪裡開始加工。CNC 還要載入並確認加工程式。
- 粗加工:先快速去除大量餘料,這階段重效率不重表面。
- 精加工:留下少量餘量做最後修整,確保尺寸與表面光潔度達標。
- 檢驗與去毛邊:用卡尺、千分尺或三次元量測確認尺寸,並清除邊緣毛邊。
粗、精分開做是有道理的。粗加工切削力大、發熱多,工件容易產生變形;留餘量讓精加工收尾,能把這些誤差修掉,得到穩定的成品尺寸。趕時間把兩者併成一刀切完,精度通常會打折扣。
影響加工精度的關鍵因素
客戶抱怨尺寸跑掉、表面不漂亮,原因往往不只一個。實務上影響精度的因素主要有這幾項:
- 機台剛性與精度:機台老舊、主軸跳動大,再好的刀也做不出高精度。
- 刀具狀態:銑刀磨耗、崩刃會直接反映在加工面上,選刀與換刀時機都要管控。
- 切削參數:轉速、進給、切深三者要匹配材料。參數不當會造成震刀、燒焦或尺寸偏差。
- 裝夾穩定性:工件夾不牢,加工中位移,精度直接報廢。
- 熱變形:切削產生的熱會讓工件膨脹,量測時機與冷卻控制都會影響最終尺寸。

加工精度不是靠單一環節撐起來的,而是機台、刀具、參數、裝夾每一項都到位的綜合結果——任何一環鬆掉,成品就會說話。
控制加工成本的實務做法
對經營者來說,做得出來只是基本,做得划算才能持續接單。幾個能實際壓低成本的方向:
- 優化加工路徑:減少空走刀、合理安排換刀順序,單件工時降下來,產能就上去。
- 刀具壽命管理:建立換刀時數紀錄,避免崩刀造成整批報廢,也避免刀還能用就提早丟。
- 選對胚料尺寸:胚料留太多餘量等於多切多耗刀;留太少又有報廢風險,要抓平衡。
- 批量集中加工:同類工件集中排程,減少重複裝夾與對刀的時間損耗。
- 善用粗精分工:粗加工用較便宜、剛性好的刀;精加工才用高階刀具,把好刀用在刀口上。
把這些細節做紮實,長期下來反映在每件工時與耗材成本上的差距相當可觀。技術水平的高低,很多時候就藏在這些別人看不到的管理細節裡。
常見問題 FAQ
銑床加工和車床加工有什麼不同?
最大差別在運動方式。車床加工是工件旋轉、刀具不轉,適合加工圓柱、圓盤等旋轉對稱零件;銑床加工是刀具旋轉、工件進給,擅長平面、溝槽、曲面等非旋轉對稱的複雜形狀。兩者常互補使用。
銑床加工能達到多高的精度?
一般 CNC 銑床的加工精度可達 ±0.01mm 左右,高階機台搭配良好的刀具與環境控制,還能更精密。實際精度受機台剛性、刀具狀態、切削參數與裝夾穩定性綜合影響,並非單靠機台規格決定。
傳統銑床和 CNC 銑床該選哪一種?
看產量與複雜度。單件、試作、修配適合傳統銑床,彈性高、設備成本低;批量生產、複雜或高精度零件適合 CNC,一致性與效率更佳。許多加工廠會兩者並存,依訂單類型分工。
為什麼銑床加工要分粗加工和精加工?
粗加工切削量大、發熱多,工件容易變形;先快速去料後保留少量餘量,再由精加工修整,才能修掉變形與誤差,得到穩定的尺寸與良好表面。合併成一刀通常會犧牲精度。
銑床加工常用什麼材料?
常見的有鋁合金、碳鋼、不鏽鋼、銅、鑄鐵,以及鈦合金等難加工材料。不同材料的硬度與黏性不同,需搭配對應的銑刀材質、刃數與切削參數,才能兼顧加工品質與刀具壽命。
-
設計公司如何順利與銑床加工廠配合
Published on 2026-07-23 -
工業五金與一般五金差在哪?用途、規格與經營一次看懂
Published on 2026-06-12 -
機械加工行業採用空氣浴塵室的時機:從判斷到落地的完整指南
Published on 2026-05-28 -
台灣金屬加工業現況:2025–2026年的挑戰、轉型與新機
Published on 2026-05-23 -
什麼是「Femtosecond Laser Machining」?一次讀懂飛秒雷射加工的一切
Published on 2026-05-18 -
甚麼是微細加工技術?一篇看懂精密製造的關鍵指南
Published on 2026-05-10 -
解析汽車零配件加工常用的CAM系統,包含主流軟體比較、功能特點、選購建議,以及與CNC機械加工整合的完整攻略,助您提升生產效率與品質。
Published on 2026-04-21 -
台灣刀具製造商研究分析
Published on 2026-04-16 -
金屬加工不可或缺的工序雷射切割
Published on 2026-04-15 -
同一把銑刀能同時加工塑膠跟金屬嗎?深入解析兩種材料的切削差異、選刀邏輯與跨材質加工的正確做法,幫你做出最明智的決策。
Published on 2026-04-13 -
車床銑床加工PEEK材質的優缺點:工程師必讀的完整實務解析
Published on 2026-04-05 -
機械五金的應用範圍橫跨製造業、建築、汽車、航太等多個領域。
Published on 2026-03-26 -
台灣切削刀具廠商需要進行網路行銷嗎?深入分析B2B工具廠商的數位轉型趨勢、SEO策略、社群媒體應用,幫助刀具同業找到最適合的行銷路徑。
Published on 2026-03-23 -
CNC刀片ISO規範:完整解析刀片規格代碼結構與選用指南
Published on 2026-03-02 -
車銑刀片是機械加工的重要耗材!深入了解車銑刀片在機械加工中的重要性,包括類型、選擇要點、使用技巧與保養方法
Published on 2026-02-21 -
一個關鍵的問題浮現:CNC 機械加工能夠導入AI 技術嗎?
Published on 2026-02-02 -
無屑攻牙技術:革新螺紋加工的創新解決方案
Published on 2026-01-31 -
材料移除率MRR影響了各位金屬加工老闆們生產的時間成本!深度探討材料移除率與生產效率的關鍵關聯,助您優化加工成本
Published on 2026-01-13 -
為什麼網路上有人在賣中古刀片?深入解析中古捨棄式刀片市場
Published on 2026-01-06 -
各種鋁合金材料對應的銑刀種類
Published on 2025-12-27 -
銑刀製造業如何落實ESG?在全球永續浪潮下,銑刀製造業正面臨前所未有的轉型挑戰與機遇
Published on 2025-12-24 -
如何提高批量金屬加工效率:從設備到管理的全方位優化策略
Published on 2025-12-21 -
購買銑刀注意事項:專業選購指南讓您不踩雷
Published on 2025-12-13