
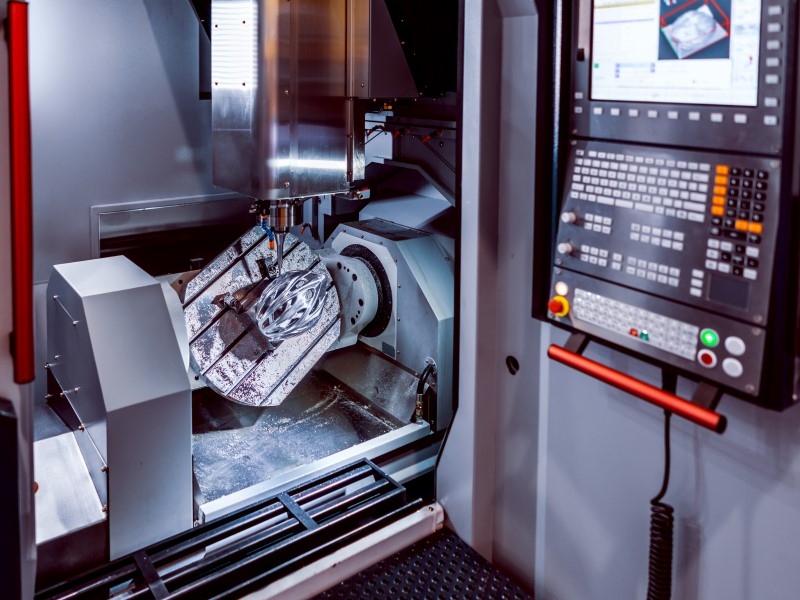
銑床的主要類型與精度差異
2026-02-08
深入探討銑床的主要類型與精度差異,包含立式銑床、臥式銑床、CNC銑床等各類型特點比較,助您選擇最適合的銑床設備。

甚麼是端銑刀?帶您認識這項重要的切削工具
2026-02-08
完整介紹端銑刀的種類、用途、選擇方法與維護技巧,幫助您深入了解這項重要的切削工具。
機械加工機具刀桿種類完整指南
2026-02-07
深入探討機械加工機具刀桿種類,包括BT、HSK、CAT等各種刀桿系統的特點、應用與選擇要點,助您提升加工效率。
半導體零件加工是精密製造技術的核心指南
2026-02-06
深入探討半導體零件加工技術、流程、應用與發展趨勢,了解精密加工如何推動科技產業發展
掌握精密加工的源頭,從中心孔開始
2026-02-05
深入探討精密加工的核心技術,從中心孔加工開始,掌握機械製造的關鍵基礎,提升加工精度與效率。

適合鋁合金加工用的銑刀種類,掌握正確的銑刀選擇,提升鋁合金加工效率與品質
2026-02-04
深入探討適合鋁合金加工的各種銑刀類型,包括高速鋼銑刀、硬質合金銑刀、鑽石塗層銑刀等,提供專業的選擇建議與加工參數。
銑床是什麼?完整介紹銑床種類、原理與應用指南
2026-02-03
深入了解銑床是什麼?完整介紹銑床的種類、工作原理、應用領域與選購指南,帶您認識這個工業製造的重要工具機。

一個關鍵的問題浮現:CNC 機械加工能夠導入AI 技術嗎?
2026-02-02
深入探討 CNC 機械加工如何導入 AI 技術,從預測性維護、智慧參數優化到品質檢測,全面分析 AI 技術在精密製造業的應用與未來趨勢。

CNC機械加工能夠導入AI技術嗎?製造業智能化的完整指南
2026-02-02
深入探討 CNC 機械加工如何導入 AI 技術,包括應用場景、成功案例、投資報酬率分析及實施策略。了解 AI 技術如何革新傳統製造業。
CNC設備常用的刀具:打造精密加工的關鍵利器
2026-02-01
深入了解CNC設備常用的刀具種類、特性與應用,幫助您選擇最適合的CNC刀具,提升加工效率與品質。
鋁矽合金的被加工特性!探索鋁矽合金在現代製造業中的關鍵加工技術與應用
2026-01-31
深入探討鋁矽合金的被加工特性,包括切削加工、成型加工、表面處理等全方位加工技術解析

無屑攻牙技術:革新螺紋加工的創新解決方案
2026-01-31
深入探討無屑攻牙技術的原理、應用與優勢,了解無屑絲攻如何提升加工效率與精度
銑刀存放注意事項:延長刀具壽命的關鍵指南
2026-01-31
完整的銑刀存放注意事項指南,教您如何正確保存銑刀,延長使用壽命,提升加工效率。

五金行業的發展趨勢,從傳統到數位的完整指南
2026-01-31
深入探討五金行業的發展趨勢、產品分類、市場機會與數位轉型策略,為五金從業者提供全面性的行業洞察。

面銑刀片種類介紹,系統性地介紹面銑刀片的各種類型,幫助您做出明智的選擇。
2026-01-30
深入了解面銑刀片種類、材質與應用,幫助您選擇最適合的銑削刀具,提升加工效率與品質。

硬陽處理缺點!解析這項表面處理技術的挑戰與限制
2026-01-29
深入探討硬陽處理的各項缺點,包括成本、時間、環境影響等問題,幫助您全面了解硬陽處理技術的限制與挑戰。
銑刀規格所對應的加工件材質
2026-01-28
深入了解銑刀規格與加工件材質的對應關係,包含完整的銑刀選擇指南、材質配對表格及實用的加工建議。
甚麼是銑床加工?本文帶您深入了解銑削技術
2026-01-28
深入了解銑床加工的原理、類型、應用及優勢。完整介紹銑床加工技術,幫助您掌握現代製造業的關鍵工藝。

盲孔攻牙完全指南:從基礎到精通的實務技術解析
2026-01-28
完整解析盲孔攻牙技術,包含操作技巧、常見問題、刀具選擇與實務應用,讓您輕鬆掌握盲孔攻牙的精髓。

甚麼是超鈷鋼標準銑刀
2026-01-27
深入了解超鈷鋼標準銑刀的特性、優勢與應用。專業解析HSS-Co材質,助您選購最適合的超鈷鋼銑刀。

使用硬度來區別銑刀種類
2026-01-26
在現代精密加工領域中,選擇合適的銑刀是確保加工品質的關鍵因素。而銑刀硬度正是區分不同銑刀種類最重要的指標之一。本文將帶您深入了解如何透過硬度來識別與選擇最適合的銑刀。
大量生產作業的銑刀選擇要點!掌握銣刀選擇技巧,讓您的生產線效率倍增
2026-01-25
深入探討大量生產作業中銑刀選擇的關鍵要點,幫助製造業者提升生產效率與降低成本

零件加工廠選擇要點|打造完美供應鏈的關鍵指南
2026-01-23
完整解析零件加工廠選擇要點,從品質控管到交期管理,教您如何找到最適合的零件加工廠合作夥伴。
捨棄式銑刀通常適合甚麼情境使用?
2026-01-22
深入探討捨棄式銑刀的最佳使用情境,包含大量加工、多材質切削、高效率生產等應用場景分析。
CONTACT INFORMATION