
深孔加工方法完整解析:槍鑽、BTA、噴吸鑽,三大技術你該選哪一種?
2026-05-14
深孔加工方法完整指南:涵蓋槍鑽、BTA、噴吸鑽等深孔加工技術,解說刀具選擇、切削液應用、常見問題排除,適合機械加工從業人員參考。

甚麼是Tray對位?從原理到應用一次搞懂
2026-05-13
你是否曾好奇,現代電子產品的生產線上,那些密密麻麻的晶片、元件是怎麼被精準放置到正確位置的?答案往往就藏在一個看似平凡卻至關重要的環節——Tray對位。無論是智慧型手機主板、汽車電子模組,還是醫療設備的精密元件,Tray對位都在幕後默默扮演著讓一切精準到位的關鍵角色。這篇文章會用最貼近實際的方式,帶你從頭了解Tray對位的定義、工作原理、常見方法、以及它在產業中的真實應用價值。不管你是剛入門的工程新鮮人,還是想深化知識的資深技術人員,相信都能在這裡找到有用的資訊。

微小徑端銑刀完全指南:從選購到實戰,精密加工工程師必讀
2026-05-12
深入解析微小徑端銑刀的種類、材質、切削參數、應用領域與選購重點,涵蓋模具製造、醫療、電子等精密加工產業,提供工程師最實用的操作建議。

對刀儀完整指南:從原理、種類到選購,一次搞懂刀具測量的關鍵工具
2026-05-09
你有沒有遇過這種情況——剛換了一把新刀,卻因為刀長沒對準,直接切壞了工件,甚至撞機?這種損失,小則報廢一顆料件,大則賠上一台主軸。對刀儀,就是解決這個問題最直接的答案。這篇文章從最基礎的概念出發,帶你徹底搞清楚對刀儀是什麼、為什麼重要,以及該怎麼挑、怎麼用。
粉末成型3D列印與CNC比較:選對製造方式,省時又省錢
2026-05-08
深入比較粉末成型3D列印與CNC加工的技術原理、材料、精度、成本與應用場景,幫助您選擇最適合的金屬加工製造方式。在現代製造業中,粉末成型3D列印與 CNC 加工可說是兩大主流技術,各自擁有忠實的支持者,也各有讓人又愛又恨的地方。到底哪種方法更好?答案其實沒那麼簡單——這完全取決於你的產品特性、數量需求、精度要求,以及你口袋裡有多少預算。本文將從技術原理、材料選擇、加工精度、成本結構、生產效率一路比到適用場景,讓你讀完之後不再霧裡看花,能清楚判斷「這個零件該用3D列印還是CNC做?」

粉末鑽頭每一孔的成本效益:從數字看懂真正的划算在哪裡
2026-05-07
在採購刀具時,很多人第一眼看的是「單支售價」。粉末鑽頭的售價通常比傳統高速鋼鑽頭貴上數倍,光憑這一點很容易讓人卻步。但如果你曾在產線上親身盯過一支鑽頭從新品用到報廢的全過程,你就會明白:真正的成本從來不是買進來那一刻,而是每鑽一個孔之後累積下來的那串數字。這篇文章要帶你跳脫「單價思維」,用粉末鑽頭每一孔成本(Cost Per Hole,CPH)的角度,重新評估這類刀具到底值不值得投資。

雷射板金全攻略:從加工原理到廠商選擇,一篇讀懂所有關鍵
2026-05-06
不管你是剛踏入製造業的新人,還是已經在板金領域打滾多年的老手,雷射板金這個製程近年來的崛起速度都讓人難以忽視。它改變了傳統板金業者的生產思維,也讓客戶對交期與精度的要求有了全新的標準。這篇文章會帶你從頭理解雷射板金的方方面面,不管你的需求是自己評估採購、還是要和廠商談合作,讀完之後都會更有底氣。
Nachi SG-ESS特色|全方位解析高效能碳化鎢鑽頭的設計與應用
2026-05-05
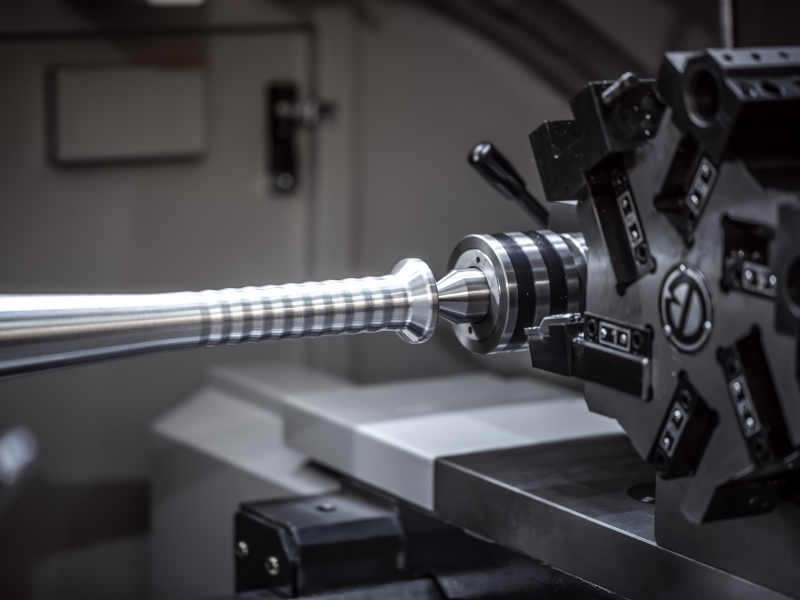
在精密加工的世界裡,一支好的鑽頭不只是工具,更是效率與品質的保證。Nachi 不二越長年深耕切削刀具領域,而旗下的 Nachi SG-ESS 系列鑽頭,更是在業界引發廣泛討論。它究竟有什麼與眾不同的地方?這篇文章將從設計理念、材料科學、實際應用場景一路帶你深挖,讓你讀完之後不只知道「它好在哪」,更能清楚判斷「它適不適合你的現場需求」。

解析內徑車刀輔助刀座的種類、選用要點,助您在機械加工中發揮最佳效能,提升內孔精度與加工效率。
2026-05-04
你是不是曾在加工深孔時,刀桿一進去就開始顫刀、表面粗糙度一塌糊塗,換了刀還是老樣子?問題很可能不在刀,而在「固定系統」。內徑車刀輔助刀座就是那個常常被忽略、卻能把加工品質從「湊合」拉到「精準」的關鍵零件。這篇文章就帶你從頭認識它,搞懂怎麼選、怎麼裝、怎麼用,讓你下次進廠不再一頭霧水。

粉末鑽頭用於金屬加工的成本分析
2026-05-03
很多工廠在選刀的時候,第一眼看到粉末鑽頭的單價,往往會直接皺眉頭。「這麼貴,划得來嗎?」這個問題,其實沒有標準答案——但一旦你把帳算清楚,通常結論都會讓人驚訝。本文從材質製程、壽命、換刀頻率到隱藏成本,完整拆解粉末鑽頭在金屬加工現場的真實成本邏輯,帶你做出最理性的選刀判斷。
鋁合金加工胚件鍛造、鑄造、旋壓的分別特性
2026-05-02
在精密零件的生產流程中,選對鋁合金加工胚件的成形方式,往往比後端的切削加工更能決定最終產品的成敗。不管是航太、汽車、自行車還是電子散熱元件,工程師最頭疼的問題之一就是:這個零件,到底該用鍛造、鑄造,還是旋壓來做胚件?三種工法各有擅場,如果選錯了,輕則增加後續CNC加工的難度與成本,重則導致產品強度不足、尺寸精度失控,甚至整批報廢。這篇文章打算用最接地氣的方式,帶你把這三種鋁合金加工胚件製程的核心特性講清楚,讓你下次面對材料選型時,心裡有底。
龍門銑床的加工限制:你必須知道的關鍵瓶頸與應對之道
2026-05-01
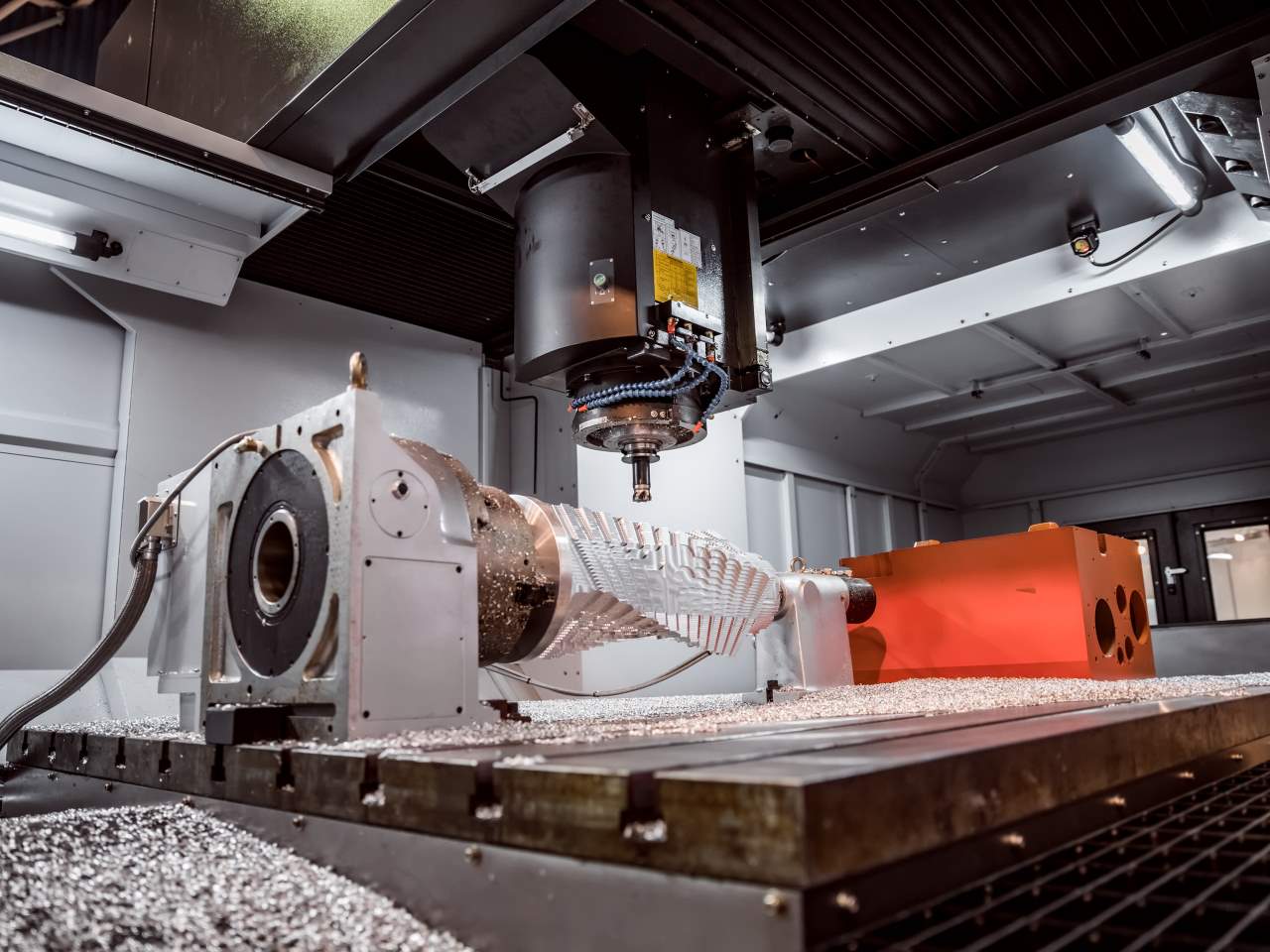
深入解析龍門銑床的加工限制,涵蓋尺寸行程、材料、精度、切削參數、刀具與維護等面向,幫助加工業者掌握關鍵知識,提升生產效率。在重型切削與大型工件的加工世界裡,龍門銑床幾乎是無可取代的主角。從模具製造、航太零件到船舶機構件,它承擔著一般立式或臥式銑床根本無法勝任的任務。然而,許多工廠在導入龍門銑床之後才赫然發現:這台機器並非萬能,它有著一套相當具體的加工限制,若忽視這些限制,輕則工件報廢、刀具損毀,重則設備受損、生產停擺。本文將帶你從實際操作的角度,逐一拆解龍門銑床在各種面向上的侷限,並提供具體的因應思路,幫助你在規劃產線時做出更精準的判斷。
粉末鑽頭的製造原理、材質特性、選購技巧與應用場景,帶你真正搞懂為什麼粉末鑽頭能在金屬加工、精密製造等高強度工況下表現出色。
2026-04-30
如果你曾經在鑽削硬質金屬時,眼睜睜看著鑽頭磨鈍、斷裂,甚至連孔都沒打完整,那你一定要認識粉末鑽頭。這種靠「燒結」技術誕生的刀具,在精度與壽命上遠遠超過傳統高速鋼鑽頭,已經成為現代精密製造不可或缺的利器。這篇文章會帶你從頭搞懂,讓你下次選刀時不再只憑感覺。
鋁合金會不會生鏽?解析鋁合金的氧化機制、腐蝕原因、與鋼鐵生鏽的差異。
2026-04-30
你是否曾經在海邊看過一輛鋁製腳踏車,車架上出現了一層白白霧霧的東西,心裡冒出一個疑問:鋁合金不是不會生鏽嗎,這到底是什麼?又或者你買了鋁合金手機殼、鋁製料理鍋,用了幾年後發現表面開始暗沉,忍不住想知道這算不算腐蝕?這篇文章要把這個「說清楚其實很複雜」的問題,用最白話的方式跟你說明白。從鋁合金的基本結構、氧化層的形成原理、跟鐵生鏽的本質差異,到哪些環境真的會讓鋁合金腐蝕、又該怎麼保養,全部一次告訴你。

高速鋼!為什麼叫「高速」?解析 HSS 的前世今生
2026-04-29
你是不是也曾在刀具型錄上看到「HSS」這三個英文字母,卻搞不清楚它和一般工具鋼有什麼不同?或者,你知道它叫「高速鋼」,但始終不明白——快在哪裡?速度又跟鋼材有什麼關係?這篇文章,就是要把這些疑問一次說清楚。

如何判斷刀具該換了?5大關鍵信號一次看懂
2026-04-27
刀具磨損了還不知道?本文整理視覺判斷、加工現象、量測數據等5大方法,教你精準判斷換刀時機,降低加工不良率,延長設備壽命。
簡諧運動與機械加工:你不得不懂的振動科學
2026-04-26
深入解析簡諧運動與機械加工的關係,涵蓋簡諧運動原理、振動加工技術、刀具顫振控制與加工精度優化,是機械工程師與加工技術人員的必讀文章。機械加工的世界裡,有一股力量無聲無息地貫穿每一道切削過程——那就是簡諧運動。 從主軸旋轉到刀具切削,從工件夾持到床台進給,每一個環節都與簡諧運動的物理規律密不可分。 理解它,你能讓加工更精準;忽視它,它就會以刀紋、顫振和廢品率偷偷向你索討代價。 這篇文章,我們就來一起把簡諧運動說清楚、講明白,看它如何主宰機械加工的每個瞬間。

解析震刀的原因、影響與解決方法,涵蓋刀具懸伸、切削參數、機台剛性、夾持問題等常見成因,幫助金屬加工從業者有效消除震刀,提升加工品質。
2026-04-25
相信只要有在做切削加工的人,幾乎都遇過這種讓人頭痛的狀況——刀具在加工過程中開始異常振動,工件表面出現波紋,甚至發出刺耳的嘯叫聲。這個現象就是所謂的震刀。它不只影響加工品質,嚴重時還會直接導致刀具斷裂、工件報廢,損失往往超出預期。本文將從根本原因出發,帶你全面了解震刀是如何發生的,以及該如何有效預防。

雷射鈑金加工全解析:從技術原理到設備選擇,台灣製造業不可不知的關鍵製程
2026-04-24
深入解析雷射鈑金加工的核心技術、切割焊接原理、設備選購要點,以及台灣鈑金產業的現況與發展趨勢,一篇讀懂現代鈑金製造的最佳指南。如果你在製造業待過,一定聽過師傅說「鈑金最難的不是切,是切完之後的事」。傳統鈑金靠的是衝壓模具、剪床、折床,一套模具動輒數十萬,換料號就要換模,彈性極差。但是自從 雷射鈑金加工 普及之後,整個行業的遊戲規則就被悄悄改寫了。沒有模具、換圖即換料、切口光滑不毛邊,這些在過去需要大量工時才能達到的品質,現在一台雷射切割機就能辦到。本文根據台灣產業實況、工研院技術報告與設備廠商資料,完整帶你認識 雷射鈑金加工 的每一個面向。

車刀片回收的注意事項,涵蓋回收前分類、儲存方式、環保法規、車刀種類辨識與再利用價值,幫助工廠正確進行車刀片回收作業。
2026-04-22
在製造業的日常作業中,車刀片回收這件事往往被當成「丟廢料」一樣草率處理,殊不知一片小小的刀片裡頭,可能含有高達80%以上的鎢(Tungsten)與鈷(Cobalt)等高價值金屬。若沒有做好車刀片回收的前置作業,不只是白白損失了原料殘值,還可能因為儲存或棄置不當,違反環保相關法規,讓工廠陷入不必要的麻煩。這篇文章會從最實際的角度出發,帶你搞清楚車刀片回收前後每個環節的注意事項,讀完保證省時又省錢。

解析雷射加工的核心技術、台灣三大產業群聚、主要廠商佈局與七大應用領域,帶你看懂這個撐起台灣科技業的關鍵製程:從產業地圖到技術突圍,台灣憑什麼站穩關鍵位置?
2026-04-20
你知道台積電的先進封裝、欣興的 AI 伺服器板、還有錼創那片畫質驚人的 Micro LED 螢幕,背後都少不了一道幾乎看不見的關鍵製程嗎?那就是 雷射加工。這項技術不吵不鬧,卻是撐起整座矽島最低調、也最不可或缺的底座。本文根據工研院、PIDA、經濟部等官方資料與產業報導,完整梳理台灣 雷射加工 產業的現況、競爭力與未來挑戰,讓你一次讀懂。

什麼是金屬加工?深入介紹金屬加工的定義、種類、工法、材料選擇與產業應用,幫助您了解金屬加工的核心知識。
2026-04-19
什麼是金屬加工?一篇文章帶你從零讀懂金屬加工的世界你每天接觸的汽車外殼、手機鋁框、飛機零件、醫療器械……這些精密又耐用的物件,背後都有一個共同的生產過程:金屬加工。但究竟什麼是金屬加工?它如何把一塊冷冰冰的原料變成精準的工業零件?今天這篇文章,將用最白話、最貼近生活的方式,帶你完整認識金屬加工這個既傳統又高科技的製造工藝。

解說雷射加工原理,涵蓋雷射物理基礎、加工類型、設備組成、參數設定、與傳統金屬加工比較及未來趨勢。
2026-04-18
你有沒有想過,一道細如髮絲的光,怎麼能切開厚達數十毫米的鋼板,或在金屬表面刻出永不磨滅的字樣?這背後的關鍵,就是 雷射加工原理。本文將帶你從最基礎的光物理,一路走到工廠實際生產的應用場景,讓你徹底搞懂這項改變現代製造業的核心技術。
深入解析2.5D銑削的定義、原理、優缺點與應用領域,幫助您了解2.5D銑削與3D銑削的差異,以及如何在金屬加工與製造業中靈活運用。
2026-04-15
不管您是剛踏入CNC加工領域的新手,還是已在業界打滾多年的老師傅,「2.5D銑削」這個詞應該不陌生。但您真的完全搞懂它了嗎?這篇文章將從最基礎的概念出發,帶您一步步認識2.5D銑削的世界——包括它是怎麼運作的、和3D銑削差在哪裡、適合用在哪些場景,以及實際操作時要注意的眉角。讀完這篇,保證讓您對2.5D銑削有全新的認識!
CONTACT INFORMATION